

本文中介绍了用PCS7系统对石灰车间电除尘工序进行远程自动控制的方法。使用PCS7顺序控制图,通过模块组态和内部编程,实现6台石灰窑的自动控制,优化了石灰窑工艺操作过程,提高了该工序的自动化控制水平!
一、概述
1.纯碱厂新线PCS7过程控制系统简介:
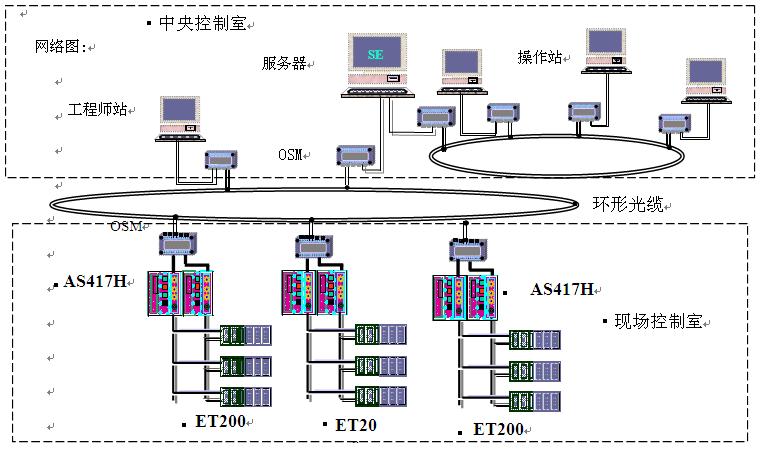
新线DCS系统是使用一套全集成的西门子的PCS7过程控制系统,将工艺电气逻辑控制和自动化仪表控制综合为一体,总控制点数为1万多点。西门子PCS (Process Control System) 7系统是面向工业过程的分布式的全集成控制系统,它综合了DCS、PLC及现场总线的技术。开放式系统网络、开放式操作系统以及开放式接口使公司范围内,即从生产级到管理级的整个信息系统集成化;它采用模块化结构,可按系统进行配置,根据纯碱厂新线工艺特点,在中央控制室设12个操作员站、2个工程师站,2对冗余服务器;在现场设12个现场操作员站,8对AS400冗余控制器、27台S7-300控制器,以及若干ET200站。由以上设备组成生产级,通过办公室以太网连到管理级。并根据纯碱工艺生产的特点,在各工段设现场机柜室和现场操作站,供现场巡检人员专用。网络图如下:
2.纯碱厂石灰车间电除尘工艺简介:
西门子模块东北地区代理商电除尘工序隶属于石灰工段,主要是利用高压静电吸附原理,对工艺气体介质中含有的固体小颗粒杂质进行吸附过滤,以达到除尘的目的。运行过程中电除尘塔内部电极产生上万伏的电压,灰尘被吸附在电极上,时间长了越积越多,影响除尘效果,因此需定期对电极进行清洗。我厂共使用了六个电除尘塔,该工序的控制一直采用传统的手动方式,劳动强度大,环境恶劣,需单独设岗位。由于该工序的特殊性,采用自动控制难度大,其他各大碱厂也很少有实现全自动控制的,因此,将该工序相关仪表及设备接入DCS(分散控制系统),通过组态编程实现自动控制,解决了我厂该工序的自动化控制难题,也为兄弟厂家提供了借鉴。
二、工艺控制方案
该工序主要是将从泡沫塔经过除尘后的窑气进行二次再除尘,处理后的窑气进压缩工段。主要仪表设备有:除尘塔入口窑气调节阀、入口窑气压力、冲水调节阀、音叉液位检测仪。如图1:
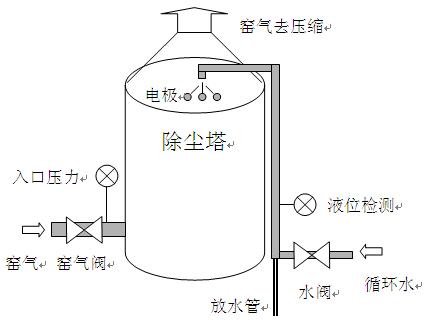
图1
控制过程如下:
西门子模块东北地区代理商 电极送电→开窑气阀→运行4小时→关闭窑气阀→电极断电→打开水阀→冲水3分钟→关闭水阀→(确认冲水管中无水后)电极送电如此周而复始。
在以上控制过程中,考虑到阀门在长期使用过程中可能有打不开或关不死的情况,通过入口压力指示和音叉液位检测仪可分别反馈窑气阀和水阀的开关情况。
水阀关闭后,虽然对电极的冲水停止,但电极周围气体湿度很大,如立即给电极送电灰产生漏电现象,电极电流达不到设定值,且容易损坏相关设备。因此,在实际应用中,应根据实际情况在冲水完成后进行适当的延时。我厂6个电除尘当中,1#~5#延时5分钟,6#延时10分钟。
西门子模块东北地区代理商 根据工艺要求,正常生产时不希望有两个或两个以上电除尘塔同时停的情况,这不利于对生产的平稳控制。另外,当一个塔由于故障必须大修时,其他五个塔同时也只能停一个。